MIG пайка оцинкованных сталей
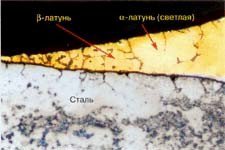 При традиционной дуговой MIG сварке тонких оцинкованных листов происходит выгорание цинкового покрытия как с лицевой, так и обратной стороны сварного шва, требующее дополнительной антикоррозионной обработки. Это вызвано тем, что температура сварочной дуги достигает 6000°С, а температура плавления и кипения цинка соответственно 420°С и 907°С. В большинстве случаев решением этой проблемы будет применение вместо полуавтоматической MIG-сварки метода MIG-пайки. Данная технология быстрыми темпами набирает популярность в таких областях, как автомобилестроение и автосервис, монтаж систем вентиляции, кондиционирования и охлаждения, производство легких металлоконструкций, кровли и элементов фасадов. MIG-пайка технологически повторяет процесс полуавтоматической электродуговой сварки плавящимся электродом в среде инертного защитного газа, отличаясь от сварки лишь тем, что при его использовании основной металл не расплавляется. MIG-пайка может выполняться с помощью сварочных аппаратов для импульсно-дуговой сварки. Для некоторых ответственных работ можно с успехом применять программные продукты типа Wise Thin и Wise Fusion. Возможность программирования наложения электрических импульсов на основной сварочный импульс в этих аппаратах позволяет управлять процессом переноса электродного металла в ванну расплавленного припоя, а также осуществлять дозированное вложение тепла, позволяющее не перегревать металл, учитывая температуру кипения цинка и дополнительную термическую деформацию. Образующееся паяное соединение обладает более высокой, по сравнению со сварной низкоуглеродистой сталью, механической прочностью, которая примерно равна прочности латуни. Нельзя не упомянуть и о степени термической деформации деталей в процессе пайки, которая значительно ниже, чем при сварке, и поэтому на готовом изделии менее заметно коробление. И наконец, в отличие от традиционной сварки, MIG-пайка, в большинстве случаев, позволяет получить шов, не поддающийся коррозии и на обратной стороне шва не выгорает олово благодаря щедящим режмимам пайки. В качестве защитного газа для MIG-пайки чаще всего используется аргон, а в качестве проволоки применяют кремнистые бронзы типа OK Autrod 19.30. Температура плавления этой проволоки около 1000° C. При такой температуре в сварочной ванне основной металл - сталь - не расплавляется, а цинковое покрытие, незначительно расплавляясь и подмешиваясь в ванну, после кристаллизации образует на поверхности соединение, близкое по химическому составу к латуни и, следовательно, обладающее свойством защищать сталь от коррозии. Таким образом, дополнительная антикоррозионная обработка зоны сварки после MIG-пайки не требуется.
При традиционной дуговой MIG сварке тонких оцинкованных листов происходит выгорание цинкового покрытия как с лицевой, так и обратной стороны сварного шва, требующее дополнительной антикоррозионной обработки. Это вызвано тем, что температура сварочной дуги достигает 6000°С, а температура плавления и кипения цинка соответственно 420°С и 907°С. В большинстве случаев решением этой проблемы будет применение вместо полуавтоматической MIG-сварки метода MIG-пайки. Данная технология быстрыми темпами набирает популярность в таких областях, как автомобилестроение и автосервис, монтаж систем вентиляции, кондиционирования и охлаждения, производство легких металлоконструкций, кровли и элементов фасадов. MIG-пайка технологически повторяет процесс полуавтоматической электродуговой сварки плавящимся электродом в среде инертного защитного газа, отличаясь от сварки лишь тем, что при его использовании основной металл не расплавляется. MIG-пайка может выполняться с помощью сварочных аппаратов для импульсно-дуговой сварки. Для некоторых ответственных работ можно с успехом применять программные продукты типа Wise Thin и Wise Fusion. Возможность программирования наложения электрических импульсов на основной сварочный импульс в этих аппаратах позволяет управлять процессом переноса электродного металла в ванну расплавленного припоя, а также осуществлять дозированное вложение тепла, позволяющее не перегревать металл, учитывая температуру кипения цинка и дополнительную термическую деформацию. Образующееся паяное соединение обладает более высокой, по сравнению со сварной низкоуглеродистой сталью, механической прочностью, которая примерно равна прочности латуни. Нельзя не упомянуть и о степени термической деформации деталей в процессе пайки, которая значительно ниже, чем при сварке, и поэтому на готовом изделии менее заметно коробление. И наконец, в отличие от традиционной сварки, MIG-пайка, в большинстве случаев, позволяет получить шов, не поддающийся коррозии и на обратной стороне шва не выгорает олово благодаря щедящим режмимам пайки. В качестве защитного газа для MIG-пайки чаще всего используется аргон, а в качестве проволоки применяют кремнистые бронзы типа OK Autrod 19.30. Температура плавления этой проволоки около 1000° C. При такой температуре в сварочной ванне основной металл - сталь - не расплавляется, а цинковое покрытие, незначительно расплавляясь и подмешиваясь в ванну, после кристаллизации образует на поверхности соединение, близкое по химическому составу к латуни и, следовательно, обладающее свойством защищать сталь от коррозии. Таким образом, дополнительная антикоррозионная обработка зоны сварки после MIG-пайки не требуется.
.jpg)


Связаться